洛阳轴承集团有限公司的中水回用实例:
概况
洛阳轴承集团有限公司属国有特大型企业,是我国主要轴承生产基地之一,公司本部年产各类轴承近五千万套,产值近12亿元,拥有固定资产现值近12亿元,职工3万余人,占地约1.2k㎡,日用水量约6万m3,其中新鲜水日用水量1.44万m3,工业污水排放量在0.8万m3/d左右,虽然厂内进行了多项污染源治理,但总排放口的油与COD仍然超标,因此,每年平均要支付排污费达138.09万元。
“七五”改造期间即着手全厂污水治理,工业污水处理总站是该公司一项规模最大的水污染治理与节水节能相结合的综合环境治理工程,设计处理能力10000m3/d,于1991年完成调整初步设计与施工图设计,9月底动工兴建,至1995年完成了主体土建工程和1840m输水管线。其后由于企业生产经营遇到前所未有的困难,工程停顿,1997年该被省、市列入限期治理项目后,公司在资金十分困难的情况下注入资金启动安装工程,克服了种种困难,其中一期工程目标为达标排放,于1999年3月竣工投入试运行,1999年9月通过省、市环保局正式验收,二期工程目标为达到CJ25.1-89《生活杂用水水质标准》在全厂回用,于2000年底竣工投入试运行,2001年5月通过集团公司组织的验收委员会与市环保局、自来水公司、市节水办等有关部门参加的正式验收。至今运行状况良好。
(1)污水来源
轴承生产属于标准件大批量的机械加工生产,生产污水主要来源于:套圈毛坯锻造、钢球鐓锻的锻造生产污水;套圈等工件的车削与磨削加工的乳化液污水;工件热处理的清洗污水;滚动体的软磨、硬磨、精研、抛光的生产污水;滚动体检验酸洗及保持架的冲压、酸洗污水;表面处理车间的酸洗、碱洗与电镀污水;装配过程的防锈、清洗 污水以及各辅助生产站房排出的冷却污水与地面冲洗污水,基本上包括了机械加工行业中的各类污水。
污水以及各辅助生产站房排出的冷却污水与地面冲洗污水,基本上包括了机械加工行业中的各类污水。
这些污水水质的共同特点是:含有大量的矿物油类;各种表面活性剂及有机添加剂所产生的COD;由金属氧化物、金属屑、磨料屑所形成的悬浮物以及酸、碱与重金属离子等。
尽管部分锻造车间、乳化液站及电镀车间设有预处理设施,但在改造前,由于总排口的油与COD仍然超标,按1995-1998年统计,平均每年支付排污费138.09万元。
(2)排水系统
厂区排水系统为分流制,生活污水排入城市污水管网。生产污水与雨水共一个排水系统,通过DN1300、DN1000、DN400、DN800四个排出口排入大明渠流入涧河。
(3)污水水量与水质
改造前实测的水量平衡见图7-3,工业污水的排放量为7636m3/d。改造后规划设计的水量平衡见图7-4,工业污水排放量为8180.41m3/d。
2)工程设计
(1)设计规模与处理后的水质目标
考虑到为今后的发展留有一定的余地,确定设计规模为10000m3/d,平均417m3/h。
根据环境保护的要求,处理出水应达到国标一级排放标准。鉴于当前水资源短缺的形势在全国已普遍出现,水价上涨是必然趋势。既然花了大量投资和运行费用将污水处理达标,却白白地排放掉,实际上这是对资源的一种浪费;另一方面为控制水污染,城市生活污水与工业污水集中处理也势在必行,洛阳市也在积极酝酿之中,此措施一旦实施,该厂排入大明渠的污水一并引入城市污水处理场进行集中处理,同样地要交纳污水处理运行费,重复的付出,经济上更不合理。为此,如果将已达标的污水适当提高处理程度,满足工业回用水的要求,将其回用于大部分工业生产用水、冷却用水与生活杂用水,不仅可以取得更好的环境与社会效益,还可以取得明显的经济效益。根据该厂各种生产工艺的水质要求,确定以中水的平衡浓度不超过CJ25.1-89<生活杂用水水质标准>时即满足绝大部分生产用水要求。在改造设计中,采用分质供水方案,规划了全厂新的水平衡图,以CJ25.1-89生活杂用水水质指标作为中水稳定运行的目标,一次设计,分期实施,一期实现达标排放,二期实现全部回用。
(2)污水处理工艺流程选择
全部回用采用开放式循环系统。根据改造后的水平衡规划,预侧系统中几种主要污染物的平衡浓度见下图。
由表可见:①当新水的总硬度Coi=21.32德国度.在系统内没有产生与消除硬度的物质时,平衡浓度将升高到31.53度。由于轴承生产所使用的乳化液及清洗液中含有浓度较高的Na2CO3,排放后对污水起到一定的化学软化作用,使得污水的总硬反低于原水,平衡浓度为26.64度,因此不需要采用部分水量的软化处理措施。
②SO4的影响不大,平衡浓度为89.28mg/L,远低于250mg/L水平。
③Cr6+欲控制在IV类地面水水质标准0.05mg/L以内,必须严格控制含铬污水在车间处理站出口达标排放、控制总站进水Cr+6 0.026mg/L。
④CODcr欲使平衡浓度Cimax<50mg/L,当进水浓度Ci=200mg/L的条件下,必须使处理的去除率达到94.3%以上,当Ci≤300mg/L,去除率应达到96.5%以上。即随着进水浓度的提高,需相应提高Ci的去除率,方可控制出水浓度≤11.25mg/L。小试结果表明,单靠物化处理是无法保证的,物化法只能去除胶态有机物。因在循环回用过程中可溶性有机质的积累不可避免。为此,必须采用COD生化法深度处理设施去除一部分可溶性COD,才能稳定回用的中水水质。
COD生化法深度处理设施采用碳生物膜流化床,它具有工艺设备简单、效率高、停留时间短、占地面积小,适合于低浓度COD深度处理。如印染污水的深度处理采用碳生物膜滤池已有一定的成功经验。
⑤石油类污染物的处理,应依据油品存在的不同形态采用不同的方法。如用乳化剂与润滑油配制成乳化油的过程中所形成的乳化液污水,必须先经过破乳除油的预处理;新推广应用的一种高速磨削液,虽本身不含矿物油,但含有大量表面活性剂、有机润滑剂和防腐剂,表面活性剂能溶解工件上的油脂,且有良好的清洗性能,但因其含有大量有机质造成污水中COD浓度极高,成为废水难以处理的主要原因之一。总排口污水中COD含量高达2302mg/L、油350mg/L、总硬度除到8.63德国度,可以明显地看出:高速磨削液同样是乳化液污水,必须经破乳除油的预处理并应有节制地排放。
浮油主要通过隔油池及粗粒化装置处理;微细的油珠主要通过混凝沉淀或气浮法处理;溶解性油质由于其溶解度很小,不会积累成高浓度,可通过吸附过滤法处理。当污水通过碳生物膜流化床进行生化降解处理后,可使残余浓度进一步降低,达到所要求的水质目标。
综上分析,确定污水处理工艺流程如图7-5所示。
(3)主要工艺设计参数
①截流井与提升泵房,共4座(1-4号站)
截流井采用跌落式,仅1号站下游设半节截流闸防止处理后出水从原排出管排放时倒流,其余均不设截流闸,在暴雨时可自动溢流。每井内设电动回转式格栅清污机1台,B=800mm、缝隙δ=10mm。
泵房直径Ф6m,深6-8.3m,下部为集水池,上部为泵房,内设6LPT-4LPT型立式污水泵,除3号站为一用一备外,其余均为二用一备。由集水池液位自动控制水泵的开启与停止。另设AS30-2CB型潜污泵1台,供清理时排泥使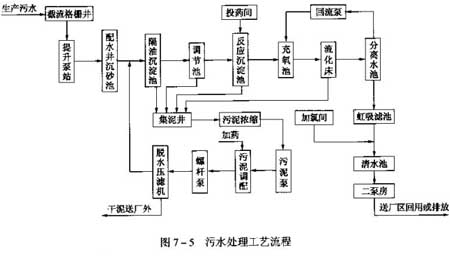 用。后增设漂浮式浮油泵1台,将积聚在集水池表层的浮油泵入输水管送至处理站。
用。后增设漂浮式浮油泵1台,将积聚在集水池表层的浮油泵入输水管送至处理站。
②配水井与沉砂池
配水井两侧至沉砂池进口设固定式倾斜细格栅各1台,缝隙宽5mm,人工清理。
平流式沉砂池,2格,v=0.2m/s,t=40s。
③隔油沉淀池
采用斜板隔油沉淀池,HRT=1h,分为二格,采用对峰玻璃钢板组,类似斜管沉淀池的布置,水流由上向下,表面负荷8.5m3/㎡·h。
隔油池内设有浮油收集设备1套,溢流堰出水,穿孔渠水力排泥至集泥井。
④调节池
调节池为地下式并联2大格,每格为回流式2廊道,总有效容积v=1300m3,为日处理水量的13%。二大格之间设有连通阀。
采用由隔油池出水槽引出的穿孔管沿程配水,池底设纵向穿孔渠水力排泥至集泥井。
⑤一泵房
一泵房轴线20m*7m设于调节池上,内设:
IS150-125-250A型进水泵,二用二备,设真空引水罐;
3PW型排泥泵2台,主要抽排反应池与沉淀池的污泥,以及碳生物膜流化床系统的污泥,也可通过真空引水罐抽排集泥井的污泥,泵送至污泥浓缩池。
6LPT-10-5型立式污泥泵2台抽排集泥井中的污泥(反应沉淀池的污泥也可自流排入集泥井),泵送至污泥浓缩池,与3PW型泵互为备用。
IS200-150-250A型二次提升及回流泵5台,四用一备,将沉淀后的水泵送至流化床的射流充氧器,可根据回流比的需要调节运行台数。
采用就地控制与总值班控制室遥控,二种方式可以转换。
⑥投药间与总值班控制室
轴线20m*7m设于一泵房楼上。
投药间内设有PAC聚合氯化铝、PAM聚丙烯酰胺及pH调节剂三种药剂的调配槽及投药泵与计量系统,PAC及pH调节剂Ca(OH)2或NaOH分别在真空罐与泵前投加,PAM在压力出水总管调节阀前投加。
投药间设有0.5t悬挂起重机1台,可将药剂从一泵房地面提升到投配槽工作平台。
值班室设有总控制台,可对全厂的主要运行设备进行遥讯与遥控,实际施工过程中由于2-4号提升站及二泵房相隔较远,通讯电缆未能与输水管道同时敷设,改为自控系统,巡回检查。
⑦反应沉淀池
反应沉淀池分隔为并列的可独立运行的二组。
反应采用对波人字折板反应池,波峰流速V=0.03-0.003m/s,反应时间18min检修时采用穿孔管泵吸排泥。
沉淀采用斜管沉淀,表面负荷3m3/㎡·h。穿孔管出水,小集泥槽穿孔管泵吸排泥,聚丙烯蜂窝斜管d=50, θ=60°。
沉淀池出水渠两端用叠梁闸控制,一期排入虹吸滤池,二期排入中间吸水池。
⑧污泥浓缩池
并列二格,设于沉淀池后面的调节池上。单格有效容积V=180m3,不同高度处设有澄清水排出管与提拔阀,直接排入下面的调节池。
⑨虹吸滤池
虹吸滤池分为六格,采用滤速5-8m/h,与污泥调配池、污泥泵房合建一体,与前述构筑物用沉降缝分隔。虹吸滤池进水渠与沉淀池出水渠及流化床出水渠采用重叠式跌水连接。
滤料采用无烟煤滤料、石英砂双层滤料,反冲为水力自动化,一期出水排放,二期出水进清水池由阀门控制。
⑩碳生物膜流化床系统
充氧池2格,每格轴线尺寸4m*4m*10m(h),内设低水头射流曝气器4只,穿孔出水管上部设弹性填料层,对上升的气池进行再分割,经分离气泡后的充氧水自流进入流化床底部配水室。
流化床氧化池并联二格,每格轴线尺寸为4m*4m*7.5m(h),填料为新华8号筛余活性炭,高约3m,周边溢流槽出水。
分离水池轴线尺寸4m*4m*7.5m(h),流化床出水经分离水池分离生物膜后,一部分由回流泵泵入射流器,出水经出水渠流入虹吸滤池进水渠。各格的排泥均为泵吸排泥。
流化床系统与调节池、沉淀池部分合建为一体式钢筋混凝土构筑物。
⑩①污泥调配池与污泥泵房
污泥调配并列二格,每格轴线尺寸为4.8m*4.6m*6m,中心设落底式搅拌机1台。
污泥泵房为二层,地面一层设8OWG/3kW污泥泵,一用一备,将浓缩池的污泥泵入调配池。另设有地下式药剂调配池2格及加药泵与计量设备2套,供投加污泥调质的药剂用。
地下一层泵房设80WG/3kW污泥泵1台,螺杆泵2台,供将调质后的污泥泵送到污泥脱水机使用,操作由污泥脱水间遥控。
⑩②污泥脱水间与综合楼
脱水间与综合楼合建,各占一、二层空间,内设XMZ60F/1000-30型箱式压滤机2台,压滤面积60㎡/台,置于2.5平台上。平台下设有轨道式接泥小车与集泥箱;上部设有3t电动悬挂起重机,供检修与吊污泥箱装车使用。
综合楼另一端为厂区区域性变电所,三层为化验室与总站办公用房,四层为公司其他部门办公室。综合楼总建筑面积1565㎡。
⑩③加氯间
加氯间位于污泥调配池与污泥泵房的东侧,内设1200g/h电解法二氧化氯发生器2台。后因设备出力不足,将1台更换为2000g/h的化学法二氧化氯发生器。所产生的ClO2气体通过水射器抽取加注在虹吸滤池出水池及至清水池出水管的进口。
⑩④清水池及二泵房
清水池及二泵房均利用原有构筑物改建,清水池容积1500m3,为地下式圆形钢混结构。二泵房5.4m*9.9m为半地下式砖混结构,内设ISN200-315A型供水泵,二用一备,采用变频调速恒压供水方式向厂区管网供水,由水表计量。
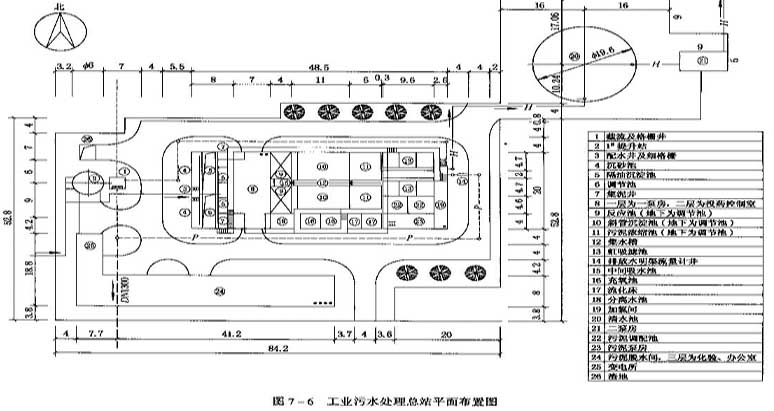
(4)总平面布置
由于是老厂改造,场地受限制,采用将自配水井至污泥泵房与加氯间的所有水处理设施组合成一体化的水处理车间,减少了占地面积,方便运行管理,取得了良好的效果。
处理总站总占地面积5646㎡,建筑面积2170㎡(不包括构筑物)。总平面布置详见图7-6。
3)运行效果及存在的不足与改进措施
①由于工业污水中悬浮物较多,在隔油池中形成大量絮状结块的浮渣,使进油管口常被浮渣堵塞,影响收油器的运行。因此,常靠人工收油、人工捞渣。运行人员认为,隔油池表面的浮油,不必每天都收,可让其积聚至一定厚度再收,当浮渣少时可用收油器收,当浮渣多时,还是由人工收最为简便,现状由于没有场地,再增设其他刮油设备与集油池必要性不大。
若对于新设计的隔油池,采用行车式表面刮油机将油与浮渣一同刮向一端的集油池上部的活动滤网中,滤除浮渣的废油存于集油池内,再由油泵泵出装桶可能更为合适,滤网中的浮渣应及时清理。
②目前处理后的污水不能100%的回用(实际回用率在80%左右),主要受违章排放高速磨削液、乳化液及酸洗废酸的影响。
按设计规定,厂方应按环境影响报告书与初步设计文件的要求对全厂的污染源进行控制。对电镀污水、酸洗含铬污水、各类乳化污水等需要分流处理,达到要求后排入工业污水管道。控制处理站进水水质不超出规定的标准,其中SS<200mg/L;油<200mg/L;CODcr<200mg/L。
工厂对大部分污染源已达到治理要求,但乳化液污水中高速磨削液的处理设施尚未建成,其他乳化液污水虽已有处理设施,但还存在违规排放现象。
当高速磨削液、乳化液、酸洗废酸(含大量FeSO4)集中排放时,进站水质大为恶化,虽经采取一些措施处理后可达到排放标准要求,但达不到回用水质标准要求,只能排放。
③充氧池下部射流曝气器出口穿孔配水管首端,为简化支承结构设置了连通管,运行中发现由于穿孔管阻力较大排水不及造成背压升高,使得在一部分射流器运行时,气水混合液从相邻不工作的射流器吸气口冒出,不得不加盲板将不工作的射流器封闭。
④建议
a.加强环保监督的力度,消除乳化液违规排放现象,为废酸寻找出路,禁止未经预处理的污水直接排入污水管道系统。
b.落实解决高速磨削液处理设施的建设,使中水回用发挥更大的经济效益。
c.在大修时,取消充氧池下层布水管首端的连通管,改为各射流器单独出口,或在末端连通,使射流器的工作互不影响。
4)投资与经济效益
(1)投资
根据工程决算资料,一期工程(包括二期工程的主体土建部分)累计投资930.70万元。二期工程的设备与安装工程及清水池、二泵房的修复改建等收尾土建工程共投资155.53万元。
合计该工程的总投资为1086.23万元,每m3污水投资指标1086.23元/m3·d。
由于该工程于1991年9月动工建设至2004年5月二期工程竣工验收,历时近10年,其中主体土建工程与输水管道均在1995年底以前完工,这部分费用相对较低。
(2)经济效益
根据验收报告的运行核算资料,水处理的总成本为0.7元/m3,自来水价1.3元/m3,回用水净盈利0.6元/m3,按目前实际处理水量回用率80%计,回用量132万m3/年,净盈利79.2万元/年,每年免交超标排污费138.09万元/年;废油回收收入25万元/年,合计盈利219.79万元/年。静态投资偿还期为5年。
当达到设计日处理水量规模、解决了对高速磨削液及废酸的预处理,加强对排污的监管,将循环回用率提高到近100%,可年节水近300万m3,经济效益将更为显著。
5)工程设计与实施的主要特点
(1)在截流井内采用大倾角、大深度的旋转格栅清除漂浮物与浮渣,并使截流井、格栅井、集水池、提升泵房有机的结合在一起,布置紧凑,相对在投资较省的条件下,提高了机械化、自动化程度。格栅可连续运行或间歇运行,使渣直接落到小车内,定期由人工运出倒入渣池。
通过设置特制的井下浮油收集泵将积聚在集水池表面的大量浮油泵入输水管送入隔油池,取得良好效果。
(2)改进波纹板斜板隔油池结构,设计特制的波纹板组,使斜板隔油与斜管沉淀结合起来,以适用于大流量隔油池的布置,减少占地面积、提高隔油与自然沉淀的效果,作用明显。从验收监测报告可以看出,隔油沉淀池对石油类的平均去除率为83.53%,SS去除率为71.91%,COD去除率为71.80%。
同时在隔油池底部设置了小泥斗与穿孔渠排泥系统,定期排泥,以保证隔油沉淀池的长期稳定运行。
(3)调节池采用了穿孔管沿程配水,并采用回流式分隔廊道,使上层的沉淀池底板减小跨度、受力合理又增加了流程,保证不同时刻的进水同时进入一级泵的吸水口,在均量调节的同时起到均质调节作用,以保证进入后续处理设施的水量、水质稳定,调节池的底部亦设置有穿孔渠排泥系统,定期排泥,设计上有所创新。
(4)一泵房的污水提升泵与污泥提升泵均设计了特制真空吸水罐,取消了底阀,并且只需一次灌水后可随意起停,实现了水力自动化,满足了遥控的要求,对引水罐有所改进。
(5)将给水处理中先进的折板反应池移植到污水处理中来,根据污水处理投药量大的特点,修改了设计参数,取得了成功。获得了矾花颗粒粗大、水头损失小的良好反应效果。
(6)沉淀采用斜管沉淀池,过滤采用双层滤料的虹吸滤池,均属国内先进的成熟技术。比较巧妙的是将它们连同从沉砂池到调节池、一泵房以及炭生物膜流化床系统、污泥浓缩池、调配池、污泥泵房、投药间、总值班控制室等组合成一体的一座构筑物,充分利用空间,中间没有间隙,只有分隔池壁;充分利用一泵房提升后的水头,控制落差,保证自流至清水池,形成一座多层结构的水处理车间,以减少占地面积,并使周围留有环形通道和适当的绿地,是其总图布置与建筑结构上的特点。
(7)为保证在全部回用后,中水循环系统中的平衡浓度不超过标准,对低浓度溶解性的COD、BOD(物化法已不能去除)进行深度处理,在生产装置中采用大型的炭生物膜流化床技术在国内尚属首例,当时国内对该技术尚在试验研究阶段,通过对污水的水量、水质的深入调查,并通过对平衡系统的理论分析论证与比较,确定了采用开式循环系统与采用炭生物膜流化床对COD进行深度处理,其优点是:效率高、停留时间短,占地面积小,具有生化与物化相结合的处理功能,能利用廉价的筛余活性炭。同时开发了低水头的射流充氧器,完善了利用进水与部分回流水的供氧设施,简化了系统、降低了能耗。通过运行监测表明该系统充氧能力充足,可使流化床进水的含氧量达到饱和与过饱和的溶解氧量。流化床的COD去除率平均达到52.95%,而在流化床池中的停留时间仅约13.3-9min,运行至今活性炭一直没有更换过。曾因回流比过大、大量炭粒流失沉于分离水池,造成泵吸、清理困难,经疏通清理出来的炭粒又全部加到流化床中;运行效果与初期相比虽略有降低,但仍保持了较高的生化活性,出水堰口丝状菌生长繁茂。碳生物膜流化床对保证回用中水水质的稳定发挥了重要的作用。
(8)运行控制:各提升站的水泵均采用集水并液位自动控制,各泵的工况位置可以转换;一泵房采用总值班室遥控与就地手控相结合、二泵房采用变频调整、恒压供水PLC自控系统;污泥泵、药剂泵采用遥控与就地手控相结合。
在一泵房的二层设有集中控制室与药剂投配间,集控室汇集了总站各主要设备的运行信号、各集水井、调节池、清水池的液位信号与回用供水管的压力信号,可对主要工艺设备进行遥控操作。日常只需对各泵房进行巡回检查。
药剂投配间设三种药剂的投配槽,混凝剂、pH调节剂为自流至一层泵房,泵前加药;助凝剂为通过药液泵在提升泵后投加,通向每台泵投加的药剂量均通过流量计计量,可在投配间内调节。运行操作主要集中在二层集控室、药剂投配间与反应池、沉淀池的二层走道与平台上,方便操作人员观察水量、水质变化与水处理效果,能及时根据实际情况调度设备的运行与调节投药量。
(9)设有完备的计量系统,反应池的进水干管上设有电磁流量计,可在集控室显示进水的瞬时流量与累计流量,方便运行控制与月报统计;投药量设有流量计,方便运行控影;二泵房供水干管设有水表,测定累计供水流量;排放口设有超声明渠流量计,可测定排放的瞬时流量和累计流量,方便环保监督和环境统计,显示器设在集控室中。
(10)污泥处理:设有完备的收集、提升、浓缩、调质、压滤的处理工艺设备,可保证经脱水后泥饼的含水率在70%-75%左右,方便运送。
)MZ60F/1000-30型箱式压滤机两台设于+2.50m平台上,压送污泥泵由压法机控制台遥控,工作为一班制,操作人员1人。平台下设有专用的集泥箱与导轨小车,装满泥饼后移出平台,可由3t悬挂吊车将集泥箱吊到车间的一端暂存,并更换空箱。泥箱积存至一定数量,将自卸汽车开进车间内,由吊车将泥箱吊至车箱七方,抖动泥箱开关使泥饼卸入车箱内,空泥箱轮回备用,泥饼送入城市垃圾场填埋,消除了二次污染。
整个污泥处理流程具有较高的机械化水平,投运以来运行状态良好。
(11)管网改造:根据老厂地下管复杂,纵横交错的特点,另建新网难度很大、投资高,加之回用中水水量大,须满足绝大部分生产与生活杂用、清洗、绿化用水的特点,经多方案比较后确定将原有生产、消防给水管网全部改为供给回用中水。扩建生活给水管网,各分厂食堂、茶炉房及增设的冷水供应点与公司办公楼供给自来水;分离井水供水管网,向集中浴室、软水站、个别对生产水质要求高的部门直接供自备井水;保留原有生产、消防管网的储水池与加压站(以自备井与城市自来水为水源,有卫生隔断),继续向生产水管网供给不足部分水量,当总站由于污水进水水质恶化,处理后不能达到中水水质标准而直接排放时或者检修时,均可由加压站全额供给生产与生活杂用水。这样使生产、消防给水管网形成了双水源给水系统,由总站二泵房与原有加压站统一调度联合供水,保证了生产、消防的安全供水,减少了管网改造的工程量,节省了改造投资。
在管网供水之前,在全厂职工中进行了节水与改水方案的宣传,并组织各部门负责人参与总站二期工程的检查与验收工作。
(12)从体制与政策上落实中水回用措施
为了在资金来源仍十分困难的情况下,使二期工程尽快实施,公司发动职工内部集资,工程施工引入竞争机制,采取专业监理与出资人监理相结合的工程监理方式,保证了工程质量,缩短了施工工期,降低了工程费用。工程竣工验收后,将工业污水处理总站。从体制上划归能源处管理,由安环处与总医院水质实施质量监督。公司根据中水的供水量,按低于自来水水价而高于成本价的内部价格,对能源处进行结算,既使企业受益又保证集资人用利益兑现。
该工程项目的实施,为技改项目的全新投资运行体制进行了尝试,并积累了成功的经验,也为本项目的污水处理、中水回用的持续正常运转提供了保证,由于该工程应用了先进成熟的工艺技术并有所创新,不仅治理了污染并成功地实现了全厂性的中水回用,效果稳定,环境效益、社会效益、经济效益显著。2001年荣获河南省环境污染防治工程优秀设计一等奖。
- 巩义市泰和水处理材料有限公司专业生产聚合氯化铝、聚合氯化铝铁、碱式氯化铝、硫酸铝、硫酸亚铁、聚合氯化铝铁、三氯化铁、硫酸铁、各种无机盐类絮凝剂、无机铁盐、铝盐、助凝剂聚丙烯酰胺等净水药剂的专业厂家。
-
