发酵工业废水种类繁多,水量、水质各异,其处理方式也各不相同。选择具有代表性的啤酒废水和含有硫酸盐的味精废水,对其处理技术加以阐述。尽管是针对这两种废水阐述了一些处理工艺,但所提及的工艺也可供发酵工业所产生的其他废水处理参考。
巩义市泰和水处理材料有限公司专业生产聚合氯化铝、聚合氯化铝铁、碱式氯化铝、硫酸铝、硫酸亚铁、聚合氯化铝铁、三氯化铁、硫酸铁、各种无机盐类絮凝剂、无机铁盐、铝盐、助凝剂聚丙烯酰胺等净水药剂的专业厂家。

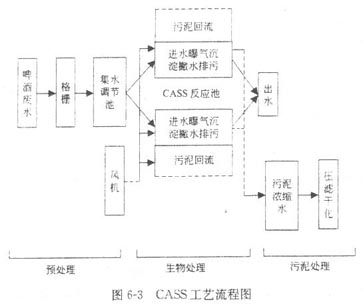 。但也存在着曝气装置易堵塞,自动控制技术及连续在线分析仪表要求高等缺点。
。但也存在着曝气装置易堵塞,自动控制技术及连续在线分析仪表要求高等缺点。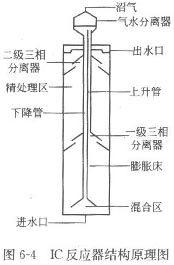 UASB反应器好的运行结果。
UASB反应器好的运行结果。