发酵工业废水的水量水质特征
食品与发酵工业均以粮食、薯干、农副产品为主要原料,生产过程中排出的废渣水《如酒精糟、白酒糟、麦糟、废酵母、黄浆大米渣、薯干渣、玉米浆渣等)中含有丰富的蛋白质、氨基酸、维生素以及糖类和多种微量元素。
食品发酵业废渣水主要成分含量
| 项目\废渣水 |
薯干酒精糟 |
玉米酒精糟 |
糖蜜酒精糟 |
味精废母液 |
柠檬酸废母液 |
白糖糟 |
啤酒精 |
废甜菜粕 |
大米渣 |
| pH |
5.4 |
5.2 |
5.0 |
3.2-3.5 |
5.0-5.5 |
3-4 |
|
|
|
| w(还原糖) |
0.22 |
|
|
0.75 |
0.4 |
|
|
|
|
| w(总糖) |
0.68 |
0.83 |
2.2 |
|
1.0 |
|
|
|
|
| w(总固形物) |
5.2 |
5.7 |
11.5 |
11.54 |
4.0 |
|
|
|
|
| w(悬浮物) |
4.2 |
4.12 |
1.5 |
1.54 |
|
40 |
20-25 |
8.4 |
50 |
| w(灰分) |
0.6 |
0.22 |
3.1 |
6.03 |
|
5.84 |
|
|
|
| w(氮) |
0.13 |
|
0.31 |
|
|
8.1 |
5.1 |
0.9 |
25 |
| w(磷) |
0.02 |
|
0.005 |
0.13 |
|
0.11 |
|
0.05 |
|
| w(谷氨酸) |
|
|
|
1.74 |
|
|
|
|
|
| w(淀粉) |
|
|
|
1.03 |
|
|
|
|
12 |
| COD(g/L) |
52.6 |
70 |
130 |
100-120 |
20-30 |
30-50 |
|
|
|
| BOD(g/L) |
23.3 |
|
|
50-60 |
|
|
|
|
|
w表示的是成分的质量分数;味精废母液是指发酵液采用一次冷冻等电提取粗谷氨酸后的母液;白酒糟是指大曲酒(65℃)酒糟。
发酵工业主要利用原料中的淀粉,其他成分(蛋白、脂肪、纤维等)未被很好地利用,大部分随水流失,进入发酵工业废水。食品与发酵工业的行业繁多、原料广泛、产品种类多,排出的废水水质差异大,其主要特点是有机物质和悬浮物含量较高、易腐败,一般无毒,但会导致受纳水体富营养化,造成水体缺氧,水质恶化。
按照发酵工业的性质与产品来讲所产生的废水主要包括酒类生产废水、糖类生产废水、乳品工业废水、味精生产废水、柠檬酸生产废水和抗菌素类生物制药废水等。各种废水的水质特征迥异,这里选择啤酒工业废水和味精工业废水阐述其特性。
啤酒工业废水
啤酒由埃及人首创,我国啤酒工业1930年开始于青岛。近年来,随着人们生活水平的不断提高。我国啤酒工业高速发展,啤酒产量以每年35%的速度增长,1993年年产啤酒1200万t,1994年已突破1400万t,成为世界上第二大啤酒生产国,1998年已发展到1990余万t的规模,到2010年将达到3000万t。伴随啤酒产量的提高,啤酒生产废水的治理也日益受到广泛关注。每生产1t啤酒耗水8.24 -50t,排放的废水一般占用水量的70%-80%。啤酒废水中含有酿造过程中产生的多种副产物和废弃物,我国啤酒工业每年排放废水约3.4亿t,废渣336万t。啤酒废水具有水量大,悬浮物及有机物含量高等特点,COD在几百到几万mg/L之间波动,BOD5浓度为1000- 1800mg/L,SS在1000-1500mg/L,之间波动,pH值约5-8,BOD5/COD值高(大于0.5)。据国外统计。废水不经处理的啤酒厂每年生产1000t啤酒所排出废水的BOD值相当于1.4万人生活污水的BOD值,悬浮固体ss值相当于8000)、生活污水的ss值。目前国内多数厂家废水未经处理直接排放,已成为食品发酵工业的主要污染源之一。 - 啤酒生产工艺
啤酒的酿造方法随啤酒的种类不同而异,但是其工艺一般都分为:制麦芽、糖化、发酵、洗瓶及灌装等4大工序,生产工艺流程如图6-1所示。
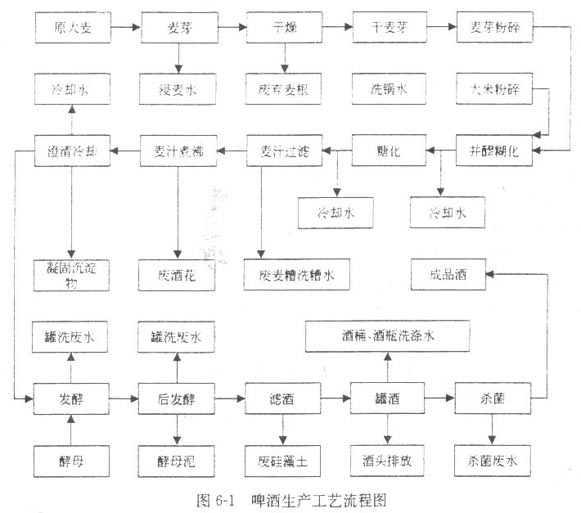
- 废水来源
制麦芽阶段包括浸麦洗麦水和冷却用水两部分。冷却水的水质较好,可以循环使用,主要污染来自浸麦用水。麦汁制备过程俗称糖化,此工序将产生麦汁冷却水、装置洗涤水、麦糟、热凝固物、冷凝固物和酒花糟等废水。发酵工序中除产生大量的冷却水外,还可以产生发酵洗涤水、废消毒液、酵母漂洗水、冷却水和冷凝固物。包装工序主要产生清洗消毒废水,其中含有残酒和酒泥。
可见,啤酒生产的废水主要来自两个方面:一是大量的冷却水(糖化、麦汁冷却、发酵等);二是大量的洗涤水、冲洗水(各种灌洗涤水、瓶洗涤水等)。因此,啤酒废水的特点是水量大,无毒有害,属于高浓度有机废水。
- 水量特征
啤酒厂生产啤酒过程用水量很大,特别是酿造、罐装工艺过程大量使用新鲜水,相应也产生大量废水。啤酒的生产工序较多,不同啤酒厂生产过程中吨酒耗水量和水质相差较大。管理和技术水平较高的啤酒厂耗水量为8-12m3/t,我国啤酒厂的吨酒耗水量一般大于该参数。据统计,国内啤酒从糖化到灌装吨酒平均耗水量为10-20m3。国内相关厂家耗水量如表6-2所示。
啤酒厂耗水量统计表
| 生产单位 |
年用水量(10*103t/a) |
啤酒产量(10*103t/a) |
吨酒耗水量(10*103t/a) |
| 青岛啤酒厂 |
108.39 |
6.3 |
19.17 |
| 上海啤酒厂 |
113.4 |
3.8 |
30.7 |
| 杭州啤酒厂 |
- |
2 |
21.77 |
| 北京啤酒厂 |
142 |
2.5 |
25(老设备) |
| 2.5 |
10(新设备) |
| 北京五星啤酒厂 |
118 |
3.3 |
17.8 |
| 北京燕京啤酒厂 |
66 |
2.0 |
30.0 |
| 上海华光啤酒厂 |
71.7 |
3.1 |
17.45 |
由表6-2可以看出,不同啤酒厂的废水排放量差距很大,这与生产工艺及生产管理水平等因素密切相关。同时,对于同一个厂不同时间的排水量也有较大差别,这是由于季节不同、生产量不同所造成的,表6-3所列热水和冷水耗用量,是指国内较先进的年产万吨啤酒、每日糖化6次的生产厂日耗水量。季节废水流觉可能会有波动,一般夏季生产量大于冬季。水量也因此变化。甚至每周也有水量的变化,有的工厂啤酒生产每周7天日夜进行,但装瓶工序在周末停止两天,因此到周一时废水排放出现峰值。间歇排放方式的啤酒
废水的水质逐时变化范围较大,最大值为平均值的9倍。
年产万吨啤酒厂冷水和热水日耗用量
| 工序 |
冷水耗用量(m3/d) |
工序 |
温度(℃) |
热水耗用量(m3/d) |
| 麦汁冷却 |
180 |
麦芽、辅料混合 |
60 |
24 |
| 洗瓶 |
46.2 |
洗涤筛篦底 |
80 |
1.26 |
| 洗桶 |
3.83 |
洗槽 |
80 |
24 |
| 测定桶容积 |
4.21 |
洗酒花槽 |
80 |
2.5 |
| 洗发酵槽 |
1.6 |
洗麦汁管路 |
60 |
15.12 |
| 洗后酵槽 |
1.6 |
洗麦汁冷却设备 |
60 |
1.68 |
| 洗精酒精 |
1.6 |
洗酒精贮槽 |
60 |
0.62 |
| 水力除麦槽 |
24 |
洗压榨机 |
60 |
2.5 |
| 洗糖化设备 |
7.2 |
洗其他设备 |
60 |
9 |
| 洗麦汁冷却设备 |
3.6 |
合计 |
|
88 |
| 洗酵母贮槽 |
3.0 |
|
|
|
| 洗啤酒过滤设备 |
9.6 |
|
|
|
| 洗地面 |
13.0 |
|
|
|
| 合计 |
325.24 |
|
|
|
- 水质特征
一般来讲,从麦芽制备开始直到成品酒出厂,每一道工序都有酒损产生。酒损率与生产厂的设备先进性、完好性和管理水平有关。酒损率越高,造成的环境污染越严重。先进酒厂的酒损率约为6%-8%,设备陈旧及管理不善的酒厂酒损率可高达18%以上,一般水平的啤酒厂的酒损率为10%-12%。
按全国的平均水平,每生产成品酒1t,排放COD污染物约25kg,BOD5污染物15kg、悬浮物固体15kg,其COD含量大多在1000- 2500mg/L之间,BOD5含量在600-1500mg/L之间,BOD5与COD的比值高达0.5左右。这种废水有较高的生物可降解性,其中也含有一定量的凯氏氮和磷。啤酒废水生产中各工序废水水质见表6-4,我国部分啤酒厂废水的水量水质见表6-5。
啤酒废水生产中各工序废水水质
| 废水来源 |
主要污染物 |
COD(mg/L) |
BOD5(mg/L) |
排放比(%) |
排放方式 |
| 浸麦、洗麦水 |
糖类、果胶、矿物盐、蛋白化合物等 |
500-800 |
300-500 |
20-25 |
间歇 |
| 糖化锅、糊化锅清洗水,麦槽贮存池底流出的麦槽水 |
残余麦汁、糖化缪残留物、热冷凝固物等 |
20000-40000 |
15000-25000 |
5-10 |
间歇 |
| 发酵罐、贮酒罐清洗水 |
残余酵母及凝固物、废啤酒等 |
2000-3000 |
1400-2400 |
15-20 |
间歇 |
| 洗瓶水、喷淋杀菌水、地面冲洗水、包装物破损流出的残酒 |
洗涤剂、碱、悬浮物、废啤酒等 |
500-800 |
300-500 |
30-40 |
连续 |
| 厂总排放口工艺水、清洗水 |
糖类、醇类、有机酸类等有机物 |
1500-2500 |
1000-1800 |
100 |
连续 |
我国部分啤酒厂废水的水量水质
| 生产单位 |
pH |
P(SS)(mg/L) |
污水量(m3・d) |
COD(mg/L) |
BOD(mg/L) |
| 济南白马山啤酒厂 |
6.5 |
200 |
3500 |
1950 |
600 |
| 燕京啤酒厂 |
6-9 |
200 |
1500 |
1500 |
800 |
| 桂林啤酒厂 |
5-8 |
400 |
- |
1000-1100 |
700-800 |
| 华光啤酒厂 |
5.4 |
436 |
- |
1358 |
1233 |
| 青岛啤酒厂 |
- |
450 |
- |
500-1000 |
350-750 |
| 沈阳啤酒厂 |
- |
83-446 |
- |
656-8147 |
420-5410 |
由表6-4和表6-5可以看出,同一啤酒厂不同啤酒加工工序排出的水质水量差别较大。同时,不同啤酒厂排出的啤酒废水的水质水量差别也较大。这与生产工艺、生产管理水平等因素有关。
味精工业废水
据20世纪80年代初期统计,我国味精产量为5万t/a,高浓度废水的排放量为125万t/a;至20世纪90年代,我国味精产量增至55万t/a,高浓度废水的排放量达到1400万t/a。这些高浓度有机废水相当一部分直接排入江河,不仅严重污染环境,还将宝贵的资源当成废弃物扔掉。同时,高浓度废水排入水体后导致水体溶解氧降低,引起水质恶化,影响水生态环境。
- 味精工业生产工艺
生产味精的方法有发酵法和水解法两种,现多采用发酵法。谷氨酸发酵主要以糖蜜和淀粉水解糖为原料,我国以淀粉水解糖为原料居多,而国外几乎都以糖蜜为原料生产谷氨酸。所以,味精工业是以大米、淀粉、糖蜜为主要原料的加工工业,其生产工艺与其他发酵产品一样,为:原料→处理→淀粉→液化→糖化→发酵→分离与提取→产品,味精生产工艺主要有淀粉水解糖的制取、谷氨酸发酵、谷氨酸的提取与分离和由谷氨酸精制生产味精。味精生产工艺流程可如图6-2所示。
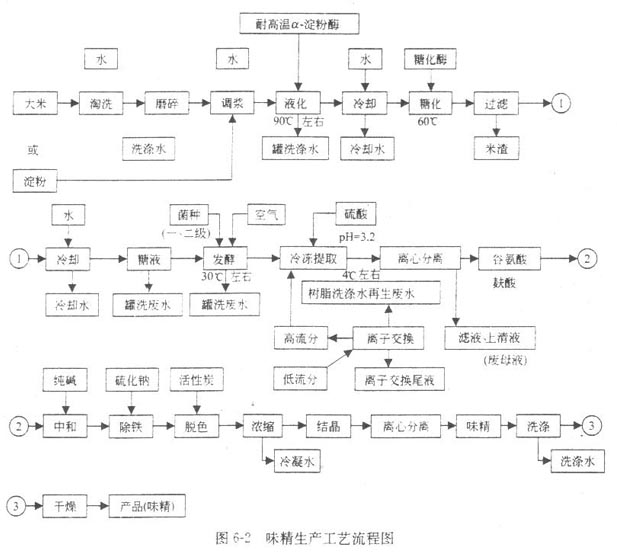
- 废水来源
废(渣)水主要来自原料处理后剩下的废渣(米渣);发酵液经提取谷氨酸(麦麸酸)后废母液或离子交换尾液;生产过程中各种设备(调浆罐、液化罐、糖化罐、发酵罐、提取罐、中和脱色罐等)的洗涤水;离子交换树脂洗涤与再生废水;液化(95℃)至糖化(60℃),糖化(60℃)至发酵(30℃)等各阶段的冷却水;各种冷凝水(液化、糖化、浓缩等工艺)。
- 水量、水质特征
味精生产的主要污染物、污染负荷和排放量如表6-6所示。
味精生产主要污染物、污染负荷和排放量
| 污染物分类 |
pH |
COD(mg/L) |
BOD(mg/L) |
SS(mg/L) |
NH+4-N(mg/L) |
Cl-或SO24-(mg/L) |
ω(氨氮)(%) |
ω(菌体)(%) |
排放量/(m3・t-1味精) |
| 高浓度(离子交换尾液或发酵废母液) |
1.8-2.0 |
30000-70000 |
20000-42000 |
12000-20000 |
500-7000 |
8000或20000 |
0.2-0.4 |
1.0-1.5 |
15-20 |
| 中浓度(洗涤水、冲洗水) |
3-3.2 |
1000-2000 |
600-1200 |
150-250 |
1.5-3.5 |
|
|
|
100-250 |
| 低浓度(冷却水、冷凝水) |
3.5-4.5 |
100-500 |
60-300 |
60-150 |
0.2-0.5 |
|
|
|
100-200 |
| 综合废水(排放口) |
6.5-7 |
1000-4500 |
500-3000 |
140-150 |
0.2-0.5 |
|
|
|
300-500 |
由表6-6可见,味精生产过程中排放的低浓度废水,只要管道不渗漏,是不应有污染负荷的。中等浓度废水(100-250m3/t产品、COD=800-3000mg/L),如淘米水、洗布水、离子交换冲柱水及精制冲洗水等,治理起来也相对容易。对环境的污染也较小。通常所说的味精废水是指味精发酵液提取谷氨酸后排放的母液以及离子交换尾液,这部分废水里占总废水量的比例较小,但是COD负荷高达30000-70000mg/L,废母液pH值为3.2,离子交换尾液pH值为1.8-2.0,是味精行业亟待处理的高浓度有机废水,同时,由于谷氨酸的提取工艺不同,排放的废水水质也有所差别,但总体说来大多都具有“五高一低”的特点,即COD高、BOD5高、菌体含量高、硫酸根(改用硫酸调pH前为氯离子)含量高、氨氮含量高及pH值低((1.5-3.2)。
味精生产中不同谷氨酸提方法所产生废水的水质特征见表6-7。
味精生产中不同谷氨酸提取方法所产生废水的水质特征
| 味精废水名称 |
pH |
COD(10^4mg/L) |
BOD5(10^4mg/L) |
TSS(10^4mg/L) |
NH3-N(10^4mg/L) |
SO24-(%) |
残余谷氨酸(%) |
| 等电离交 |
1.5 |
3.5-4.0 |
1.5 |
0.9-1.2 |
|
3.26 |
0.1-0.2 |
| 冷冻等电 |
3.2 |
4.5-6.0 |
2.2 |
1.3 |
0.4-0.6 |
|
1.4 |
| 离交聚品 |
1.5 |
2.5-3.0 |
1.2 |
0.7-0.8 |
|
3.32 |
0.1 |
| 甜菜糖蜜 |
3.2 |
6.5 |
|
1.4-1.5 |
|
|
1.4 |
另外,表6-8给出了国内几个大中型味精厂废水的水量、水质情况。
国内部分味精厂废水水量、水质情况
| |
武汉周东味精厂 |
青岛味精厂 |
邹平发酵厂 |
沈阳味精厂 |
排放标准 |
| 浓废水 |
淡废水 |
浓废水 |
浓废水 |
淡废水 |
浓、淡废水混合 |
| 水量(m3/d) |
400 |
600 |
750 |
350 |
3000 |
10200 |
|
| COD(mg/L) |
20000 |
1500 |
60000 |
50000 |
1500 |
2768 |
≤300 |
| BOD5(mg/L) |
10000 |
750 |
30000 |
25000 |
750 |
800 |
≤150 |
| NH+4-N(mg/L) |
10000 |
200 |
10000 |
15000 |
200 |
|
≤25 |
| SO24-(mg/L) |
20000 |
|
35000 |
70000 |
|
3000-3200 |
|
| SS(mg/L) |
200 |
|
10000 |
8000 |
|
5700-6500 |
≤200 |
| pH |
1.5-1.6 |
5-6 |
3.0-3.2 |
1.5-1.6 |
5-6 |
3 |
6-9 |
由表6-7及表6-8可以看出,昧精废水的水量、水质随着不同生产厂家的不同生产工艺而各异。因此,在进行味精废水处理工艺设计时,需根据其不同的水量、水质选择合适的处理工艺。
巩义市泰和水处理材料有限公司专业生产聚合氯化铝、聚合氯化铝铁、碱式氯化铝、硫酸铝、硫酸亚铁、聚合氯化铝铁、三氯化铁、硫酸铁、各种无机盐类絮凝剂、无机铁盐、铝盐、助凝剂聚丙烯酰胺等净水药剂的专业厂家。
|
