首 页
公司简介
产品展示
生产设备
水处理技术
新闻资讯
联系我们
水处理案例
联 系 方 式
电 话:
0371-66559606
手 机:
13838271516
PAC产品系列
滚筒干燥聚合氯化铝
滚筒干燥聚合氯化铝+压滤
喷雾干燥聚合氯化铝
聚合氯化铝铁
板框型聚合氯化铝铁
白色聚合氯化铝
碱式氯化铝(黑色)
液体聚合氯化铝
高效PAC
磁粉/微磁絮凝剂
复合碱
聚合硫酸铝
聚丙烯酰胺
硫酸亚铁
聚合硫酸铁
液体聚合硫酸铁
高效除磷剂
三氯化铁
(聚合氯化铁)
破乳剂
混凝剂
助凝剂
消泡剂
氢氧化钠(片碱)
聚硅酸铝铁
聚二甲基二烯丙基氯化铵
二氧化碳法处理碱渣实例
1978年安庆石化厂、广州石化厂各建成一套二氧化碳处理碱渣装置,它们后续工程都有合成氨厂,均可提供高纯度的二氧化碳。
1)工艺原理
常一、二、三线碱渣含有游离碱、环烷酸,催化汽油碱渣、液化石油气碱渣(又称混合碱渣)主要含有游离碱、酚、硫化物。用二氧化碳碳化的主要反应如下:
2NaOH+CO2→Na2CO3+H2O
2RC6H4ONa+CO2+H2O→2RC6H4OH+Na2CO3
Na2S+CO2+H2O→Na2CO3+H2S↑
RSNa+CO2+H2O→2RSH+Na2CO3
2RCOONa+CO2+H2O→2RCOOH+Na2CO3
Na2CO3+CO2+H2O→2NaHCO3
NaHCO3+NaOH→Na2CO3+H2O
根据上述化学反应可以看出只有在过量二氧化碳存在时才能将碳酸钠进一步碳化成碳酸氢钠,在工业装置中只要控制二氧化碳的加入量,就可以得到碳酸钠溶液。
石油中所含环烷酸其沸点一般都在180℃以上,因此在一次加工油中环烷酸均存在于常一、二、三线油中。在油品碱洗过程中环烷酸、脂肪酸均生成钠盐溶解在碱渣中(一般回收的环烷酸中含脂肪酸约20%)。实验证明,环烷酸钠在有机酸类中有很大的溶解度,而在碳
酸氢钠溶液中几乎不溶解。根据这一机理,用二氧化碳处理碱渣,回收环烷酸,虽然二氧化碳的酸度比环烷酸小,但只要碳化过程中生成少量有机酸而且碱渣中的游离碱均转化为碳酸氢钠时,此时未反应的环烷酸钠就几乎完全溶解在有机酸中,生成了有机酸乳化液,经冷却后利用自然沉降,将乳化液和碳酸氢钠溶液分离,然后将乳化液用少量硫酸中和,即可得到环烷酸。
该过程中所产生的碳酸氢钠,根据在同一溶液中酸式盐(NaHCO3)、碱(NaOH)、盐(Na2CO3)三者不可能同时存在的机理,将上述碳酸氢钠溶液混兑到原料混合碱渣中,使其与混合碱渣中游离碱按反应式(7)进行中和反应,可得到单一的碳酸钠产品。
2)工艺流程
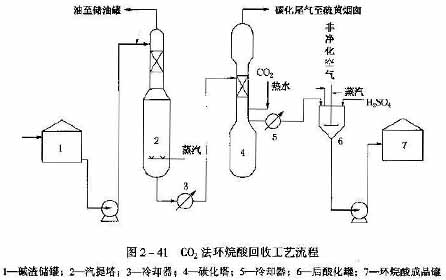
回收环烷酸工艺流程:常一、二、三线碱渣进入碱渣储罐,经泵至加热罐,加热煮沸、保温、沉降、脱油。经初步脱油后的碱渣经泵至汽提塔,利用加压汽提法进一步脱油,脱油后的碱渣,经冷却器冷至50℃左右进入碳化塔,与二氧化碳进行碳化反应。反应后的碳化
液冷至40℃左右进入后酸化罐沉降分层,分层后切除下层碳酸氢钠溶液,作为生产碳酸钠的原料。向上层乳状液加入硫酸,使所有环烷酸析出,用热水洗至pH值4-5,转入环烷酸成品罐。工艺流程见图2-41。
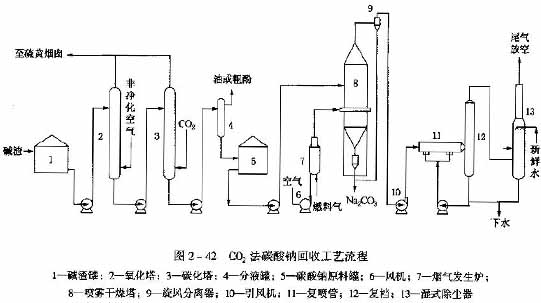
回收碳酸钠工艺流程:混合碱渣及环烷酸回收部分来的碳酸氢钠溶液进入混合碱渣罐,经加热煮沸、保温、沉降、脱油后,经泵至加热器加热到70-90℃进入脱臭塔,塔底吹入非净化空气,塔顶尾气排至硫黄回收烟囱,脱臭后碱渣经泵至碳化塔,与二氧化碳进行碳化反应,塔顶尾气排至硫黄回收烟囱,碳化温度可由塔中部冷却器控制,塔底碳化液经泵至分油罐,如果原料是催化汽油碱渣,分出的油实际是粗酚,一可去中性油罐作为燃料油组分,二可去粗酚储罐作为粗酚产品。分油后的碳化液至喷桨原料罐,经干燥塔进料泵加压至4MPa,去喷雾干燥塔的上部,用烟道气进行逆流喷雾干燥,固体碳酸钠由下部进入碳酸钠储罐,然后进行人工装袋,顶部尾气控制在125-135℃经旋风分离器除去粉尘后,用引风机送至复喷、复档再次除尘。干燥用的烟道气是由染料气、空气经烟道气发生炉燃烧而得,空气是由风机提供。工艺流程示意见图2-42。
3)主要工艺特点
碱渣的预处理:碱渣中均含有中性油,混合碱渣可采用自然沉降的办法脱除中性油,但对常一、二、三线碱渣必须进一步脱油,否则会影响产品质量。碱渣在汽提塔中用水蒸气加压连续汽提,塔顶压力保持0.3MPa,塔底温度140-145℃,脱油率可达50%。这样常一、二、三线碱渣均可全部回收环烷酸(常三线油的干点≤350℃)。
碳化过程:对于混合碱渣回收碳酸钠,当液层高与塔径之比等于2;空塔线速0.03m/s;碳化温度60℃;pH值9.8;反应时间80min;二氧化碳利用率可达80%。对于常一、二、三线碱渣回收环烷酸,当液层高与塔径之比等于2;空塔线速0.02m/s;pH值8-9;碳化温
度40-60℃;反应时间约90min;二氧化碳利用率可达30%-45%。由于环烷酸钠是一种乳化剂,为避免碳化时产生大量泡沫,采取加压碳化,塔顶压力0.1-0.15MPa,这样提高了二氧化碳的分压,增加了二氧化碳的溶解度,有利于反应,同时降低了气速,抑制了泡沫的形成,使二氧化碳法回收环烷酸生产过程严重发泡现象得到克服。
乳化液酸化及环烷酸水洗:碳化后的乳化液和碳酸氢钠溶液在50-60℃时呈均匀相,当温度小于40℃,静置后环烷酸乳化液与碳酸氢钠溶液方能分层。分层后的乳化液与硫酸在55-70℃时进行后酸化,用非净化空气进行搅拌,控制pH值2-3。然后用2-3倍环烷酸的水量进行水洗。水洗水温度为70-80℃。
混合碱渣脱臭:由于碱渣中含有硫醇的钠盐,致使分出的燃料油、粗酚极臭,干燥塔的尾气臭味也很大,对厂区及生活区环境造成极大污染。由于油品精制过程的汽油碱渣及液化石油气碱渣均含有磺化酞氰钻或聚酞氰钻催化剂,故混合碱渣在50-70℃并在非净化空气的作用下,硫醇阴离子被氧化成无臭的二硫化物并溶于油相中,从而减轻了碱渣的臭味。
4)环烷酸回收工艺操作条件
碱渣加热煮沸脱油:煮沸4h;沉降18h以上。
加压汽提脱油:碱渣流量1-2m3/h;蒸汽流量1-2t/h;塔顶压力0.3MPa;塔底温度140-145℃。
碳化:碱渣流量1-2m3/h;CO2流量60-100m3/h(纯度95%);
碱渣温度50-65℃;塔顶压力0.1-0.15MPa;碳化终点pH值8-9;碳化液温度40-50℃;CO2利用率30%-40%。
后酸化水洗:酸化前乳状液温度55-70℃;加酸次数2-3次;酸化pH值2-3;水洗水温度70-80℃;水洗水量为环烷酸量的2-3倍,水洗后pH值4-5。
5)碳酸钠回收工艺操作条件
碱渣脱臭:碱渣流量2-3m/h;进料温度70-90℃;非净化空气流量20-30m3;塔顶压力0.1-0.15MPa。
碳化:碱渣流量2-3m3/h;碳化温度44-55℃;CO2用量80-120m3(标)/h;CO2纯度94%;CO2利用率大于90%;碳化终点pH值9.3-9.6或者9.6-10.2;碳化液含酚量0.5%-1%,(碳化终点pH值越低碳化液含酚量越小,但产品中碳酸钠纯度减小)。
喷雾干燥塔:原料温度70-80℃;塔顶温度125-135℃;塔顶负压3-5mm水柱;
烟道气发生炉炉膛温度900-1100℃;烟道气发生炉出口温度~400℃;喷浆量2-3m3/h;喷浆压力3.5-4MPa;塔中上部温度190-200℃;塔中下部温度210-250℃;塔底温度60-80℃。
复喷复档除尘:尾气量38000m3/h;温度120-130℃;复喷循环液流量80-90mm3/h;二复喷水量15m3/h;水温52℃;排水含酚400-600mg/L;排放喷雾干燥尾气38000m3/h;尾气温度~45℃;尾气中含酚30-90mg/m3。
6)主要工艺设备
汽提塔:¢1800/¢600*10213,塔上部内装¢40*40*4.5拉西瓷环一层,高度2000mm。碳化塔(环烷酸):¢1400/¢1000*12945*10/8塔上部内装¢40*40*4.5拉西瓷环二层,每层高度1200mm。
后酸化罐:¢2400*3100*10底部呈锥体,内涂环氧树脂。
碱渣脱臭塔:¢1200*15802*10
碳化塔(碳酸钠):¢1200*15802*10内装两层¢40*40*4.5拉西瓷环,每层1500mm,内设两组取热器,每组加热面积4m2。
喷雾干燥塔:¢6000*26851*10上部设有六个喷枪孔,下部为锥底,与碳酸钠储罐相连。
复喷:¢1000*9000设8排喷管。
复档:¢2400*6780设同心挡板6层。
湿式除尘器:¢2400/¢800*31500内设筛板一层。
7)产品质量 见下表
石油酸质量指标
项目
石油酸质量SH 0530-92
安庆厂石油酸质量
一级品
合格品
85
75
65
55
85
75
65
55
纯酸值/(mgKOH/g) ≥
210
200
185
175
210
200
185
175
214.8-225.48
粗酸值/(mgKOH/g)
报告
报告
167.43-183.19
石油酸含量%(质) ≥
85
75
65
55
85
75
65
55
74.56-85.29
水分/%(质) ≤
2
2
0.4-2.9
脂肪酸含量%(质) ≤
2
报告
色度号 ≤
7
报告
碳酸钠产品质量
项目
GB 210-63
企业协议指标
安庆厂产品
1级
2级
2级
3级
4级
总碱(Na2CO3计)/%
98.5
98
80
70
58
76-81
NaCl/%
1.0
1.2
≤10
≤10
≤10
6.1-9.6
Fe(以Fe2O3计)/%
0.01
0.02
水不溶物/%
0.15
0.2
灼烧失量/%
0.5
0.7
Na2SO4/%
0.08
0.1
NaHCO3/%
≤10
≤10
≤20
3-6.3
硫化物/%
≤2
≤2
≤2
0.3-0.75
8)消耗指标及能耗见下表。
消耗指标及能耗
序号
项目
单位产品耗量
小时耗量
能耗指标
单位能耗/(MJ/t)
总能耗
单位
数量
单位
数量
单位
数量
环烷酸回收
1
循环水
t/t
100
MJ/t
4.19
419
2
电力
kW・h/t
30
MJ/kW・h
12.56
377
3
1MPa蒸汽
t/t
1
MJ/t
3181.9
3182
小计
3978
硫酸钠回收
1
1MPa蒸汽
t
0.6
MJ/t
3181.9
4773
1909
2
电力
t/t
1.5
kW
120
MJ/kW・h
12.56
3768
1507
3
燃料气
kW・h/t
300
kg
337.5
MJ/kg
41.86
44330
14128
4
新鲜水
kg/t
1059
t
20
MJ/t
7.54
452
151
5
非净化空气
t/t
60
m3
30
MJ/m3
1.26
38
小计
53323
17733
环烷酸回收部分由于后酸化及水洗过程均为间断操作,故表中仅计单位产品的消耗量,表中未计入的化学药剂有:93%硫酸200-300kg/t环烷酸(相当于30-50kg/m3碱渣);纯度为94%的CO2 500m3(标)/t环烷酸(相当于40-50m3(标)/m3碱渣)。
由于环烷酸回收部分为间断操作,按碱渣进料量1.2m3/h,单位产品能耗3978MJ/t环烷酸进行计算,可回收环烷酸约209kg/h,折合小时能耗为831MJ/h,折合单位碱渣能耗660MJ/t碱渣。
表中碳酸钠回收部分,碱渣进料量3.3m3/h,单位产品能耗53323MJ/t碳酸钠,小时总能耗17733MJ/h,单位碱渣能耗5118MJ/t碱渣,折合回收碳酸钠约333kg/h。
9)存在问题及改进措施
增加碱渣脱臭:碳酸钠回收部分原设计有两台炭化塔,为解决碱渣臭味将其中一台炭化塔作为碱渣脱臭塔。
喷雾干燥尾气的除尘:原设计喷雾干燥尾气经旋风分离器回收大部分粉尘后,进入湿式除尘器,用新鲜水进行循环洗涤,尾气从顶部排空,循环液达到一定浓度时转入喷雾干燥原料罐,加以回收。投产后发现捕集效果较差,尾气排出后形成“碱雨”,其中碳酸钠浓度高达1%-5%,碱雨波及范围的设备油漆脱落,农作物枯萎,对环境造成极大影响。现场增加了复喷复档,两级净水喷淋,使尾气得以净化,消除了“碱雨”。
降低喷淋水含酚量:为保证碳酸钠产品中含碳酸钠大于80%,原设计碳化塔碳化终点pH值10.3-10.8,这时碳化液中含酚1.25%-1.5%,喷琳水中含酚885-1060mg/L,对污水处理场造成严重冲击。为尽量降低喷淋水排水的含酚量,将产品中的碳酸钠纯度适当降低
至76%-78%,如果碳化终点控制pH值9.3-9.6,或者9-9.5,碳化液中含酚量可降为0.4%-0.5%,喷淋水中含酚量可降为330-390mg/L,实际生产中控制pH值9.6-10.2,碳化液中含酚小于1%,碳酸钠纯度约76%。
碳酸钠及粗酚的销路问题:从碱渣回收的碳酸钠由于纯度较低(小于80%),只能用于对纯度要求不高的一些工业,例如泡化碱、有色玻璃助溶剂、矿用浮选溶剂等,20世纪80年代初期销路尚好,随着高纯度碳酸钠产品的增多,回收的低浓度碳酸钠产品销路逐渐不好。装置投产以来,粗酚一直销路不畅,故连同中性油一起送至污油罐区,致使污油罐脱水中含酚量大大增加,对污水处理场造成冲击。
10)结语
采用二氧化碳法处理碱渣,排放污水少,设备腐蚀轻、回收环烷酸可以节约70%的硫酸用量,回收的碳酸钠还可用于一些工业生产。尤其在有高浓度CO2可供利用的条件下,该工艺确实起到了一定的积极作用。但与硫酸中和法相比较由于其工艺流程较复杂、回收碳酸钠部分能耗较高、排放的尾气对大气环境造成一定污染、排水对污水处理场造成一定冲击、回收的碳酸钠销路不好等原因,安庆厂于1986年已将其改造为硫酸中和法处理碱渣回收环烷酸及粗酚。中和水限量排至污水处理场。
巩义市泰和水处理材料有限公司专业生产
聚合氯化铝
、聚合氯化铝铁、碱式氯化铝、硫酸铝、硫酸亚铁、
聚合氯化铝铁
、三氯化铁、硫酸铁、各种无机盐类絮凝剂、无机铁盐、铝盐、助凝剂聚丙烯酰胺等净水药剂的专业厂家。
巩义市泰和水处理材料有限公司 版权所有 电话:0371-66559606
豫ICP备10011396号